
- 技术(专利)类型 发明专利
- 申请号/专利号 2014106600023
- 技术(专利)名称 选区激光熔化增材制造用金属粉末柔性铺展方法及装置
- 项目单位 韶关学院
- 发明人 吴伟辉,杨永强
- 行业类别 机械工程、照明、加热、武器、爆破
- 技术成熟度 正在研发
- 交易价格 ¥面议
- 联系人 吴伟辉
- 发布时间 2020-08-21
 北京
北京
客服热线:010-83278899
 微信公众号 扫一扫 关注我们
微信公众号 扫一扫 关注我们
 北京
北京
客服热线:010-83278899
微信公众号 扫一扫 关注我们

项目简介
本发明公开了一种选区激光熔化增材制造用金属粉末柔性铺展方法和装置。多片下端相互齐平的铺粉齿在铺粉平面上移动时,金属粉末被铺粉齿平整地铺设,当铺粉过程遇到硬性凸起时,通过重力及磁力实现铺粉齿位置自动、合理及平稳调整。实现该方法的选区激光熔化增材制造用金属粉末柔性铺展装置,包括固定盒以及设置在固定盒内的磁性吸板、铺粉齿单元和复位压块,磁性吸板固定在固定盒内,铺粉齿单元通过磁力吸附在磁性吸板上,铺粉齿单元承载复位压块。本发明方法原理巧妙,方便易实行;所述选区激光熔化增材制造的金属粉末柔性铺展装置具有结构简单、使用周期长、铺粉少痕、避障精准等优点。
说明书
技术领域
本发明涉及增材制造技术领域,尤其涉及一种选区激光熔化增材制造用金属粉末柔性铺展方法及装置。
背景技术
随着科学技术的发展,用于金属零件快速成型的方法多种多样,其中选区激光熔化是比较常用的一种快速成型方法。选区激光熔化的成型过程如下:铺粉装置在成型缸上铺上一层金属粉末,激光束在计算机控制下,根据成型件界面形状信息,对粉末进行选择性扫描,使扫描区域内的粉末粘结或熔化,得到成型件的单层形状;接着成型缸下降一层厚的距离,铺粉装置重新铺粉,继续进行下一层得成型;如此逐层叠加,最终获得特定几何形状的金属零件。请参阅图1,其为传统的铺粉示意图。传统增材制造工艺中,铺粉装置为圆棒状铺粉辊或刚性铺粉刮板Q,在新的粉末铺展过程中,十分容易发生铺粉机构与硬性凸起T碰撞的现象,导致成型零件受损,甚至因铺粉机构被卡住,被迫中断成型过程。因此,带有这类铺粉机构的金属零件增材制造设备对成型工艺要求十分苛刻,导致设备运行成本高昂。为防止这种现象,目前在选区激光熔化过程中,已有部分设备厂商采用到了柔性铺粉技术,其用于铺粉的刮板通常是具有弹性的金属片状材料,如0.2mm的不锈钢薄片等,将金属片状材料做成梳齿状,多块梳齿状弹性刮片相互交错叠加,形成柔性铺粉刮板,在铺粉过程中,如遇到硬质硬性凸起,弹性刮板会发生变形绕过硬性凸起,绕过硬性凸起后又恢复原状,继续铺粉动作。但是这种齿状柔性铺粉刮板由于工作过程反复变形,且在铺粉过程中受粉床或与所接触的硬性凸起的热作用,极易发生塑性变形,导致必须隔一段时间就更换一次齿状柔性铺粉刮板。
发明内容
为了克服现有技术中存在的缺点和不足,本发明提供了一种选区激光熔化增材制造用金属粉末柔性铺展方法。同时,本发明提供了一种选区激光熔化增材制造用金属粉末柔性铺展装置。本发明是通过以下技术方案实现的:一种选区激光熔化增材制造用金属粉末柔性铺展方法,包括如下步骤:将选区激光熔化增材制造用金属粉末柔性铺展装置设置在铺粉平面上,装置中的铺粉齿单元由相互平行排列的铺粉齿组成,这些铺粉齿下端相互齐平,且与金属粉末接触,选区激光熔化增材制造用金属粉末柔性铺展装置在铺粉平面上移动,金属粉末被铺粉齿平整地铺设。进一步地,当所述铺粉平面有硬性凸起时,所述硬性凸起对应位置的铺粉齿被硬性凸起顶起,经过硬性凸起后,被顶起的铺粉齿在一块复位压块的重力作用下复位,并通过磁力被吸附定位;未与硬性凸起相接触的铺粉齿受磁力作用,被吸附定位在原处而不受所顶起铺粉齿运动的影响。相对于现有技术,本发明的选区激光熔化增材制造用金属粉末柔性铺展方法原理巧妙,方便易实行,其利用复位压块重力及铺粉齿间的磁力实现铺粉齿位置自动、合理及平稳调整,达到了柔性铺粉的效果,为选区激光熔化增材制造的金属粉末柔性铺展方法提供了新的选择。一种选区激光熔化增材制造用金属粉末柔性铺展装置,包括固定盒以及设置在固定盒内的磁性吸板、铺粉齿单元和复位压块,所述磁性吸板固定在所述固定盒内,所述铺粉齿单元通过磁力吸附在所述磁性吸板上,所述铺粉齿单元承载所述复位压块。进一步地,所述铺粉齿单元包括铺粉齿,所述铺粉齿包括导磁部分,所述铺粉齿的导磁部分吸附在所述磁性吸板的一侧。进一步地,所述铺粉齿还包括非导磁部分,所述非导磁部分固定连接于导磁部分下方。进一步地,所述铺粉齿单元的铺粉齿相互平行排列,相邻铺粉齿的导磁部分在磁性吸板的磁化作用下极性相同。进一步地,所述铺粉齿单元的各铺粉齿的上端面与下端面分别齐平。进一步地,所述固定盒底面开设一通孔,所述铺粉齿单元下端从所述通孔伸出。进一步地,所述固定盒上方开口;还包括一防尘盖,所述防尘盖置于固定盒上方。相对于现有技术,本发明的选区激光熔化增材制造用金属粉末柔性铺展装置利用复位压块重力及铺粉齿间的磁力实现铺粉齿位置自动、合理及平稳调整,达到了柔性铺粉的效果,其具有结构简单、使用周期长、铺粉少痕、避障精准等优点。为了更好地理解和实施,下面结合附图详细说明本发明。
附图说明
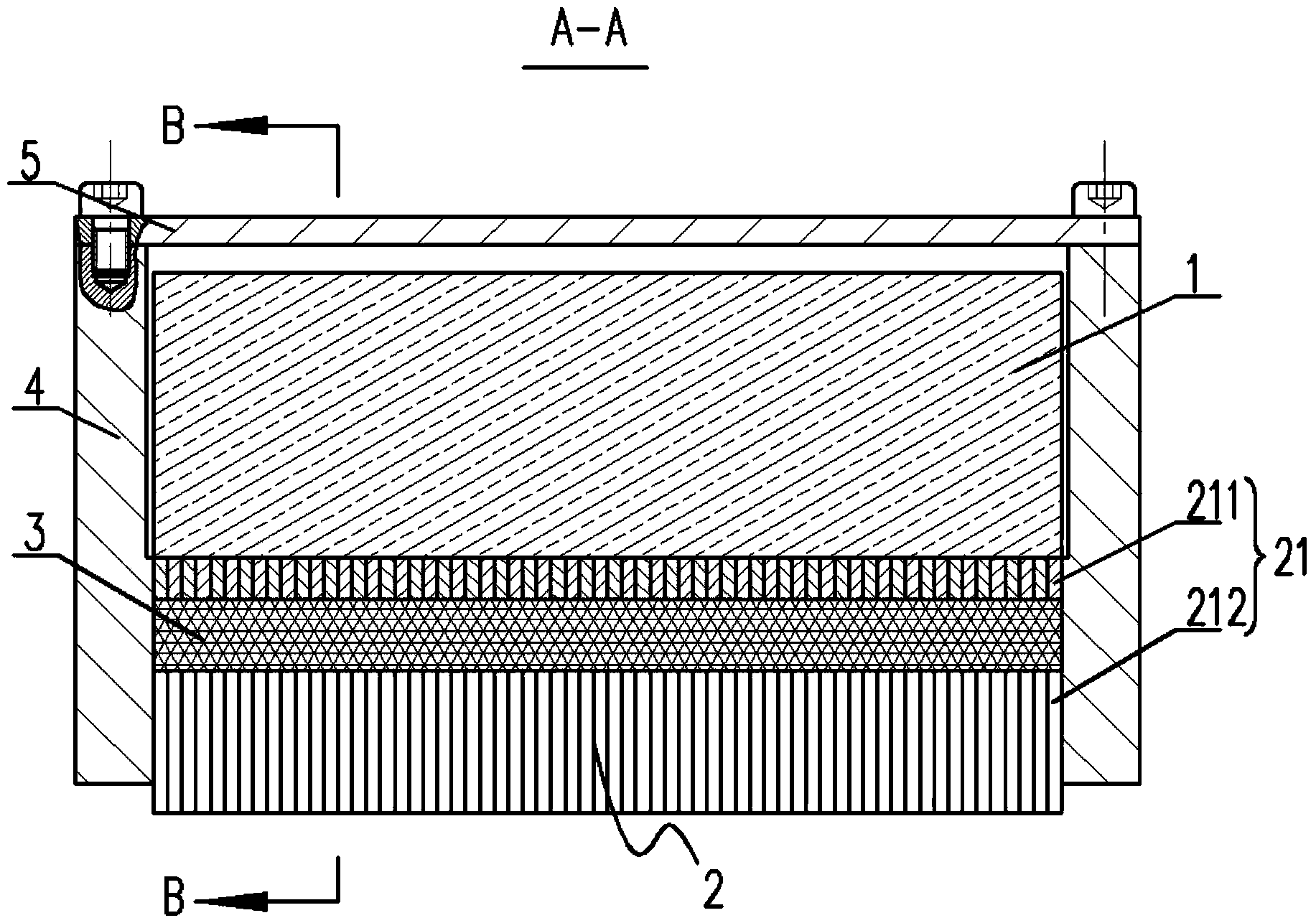
图1是传统的铺粉示意图。图2是实施例一的选区激光熔化增材制造示意图。图3是选区激光熔化增材制造用金属粉末柔性铺展装置的A-A剖视图。图4是选区激光熔化增材制造用金属粉末柔性铺展装置的B-B剖视图。图5是铺粉齿被硬性凸起顶起时的局部剖视图。图6是选区激光熔化增材制造用金属粉末柔性铺展装置的滑块连接座安装示意图。图7是实施例二的选区激光熔化增材制造示意图。
具体实施方式
实施例一请参阅图2,其为实施例一的选区激光熔化增材制造示意图。本实施例的选区激光熔化增材制造装置包括并排设置的成型缸活塞X和料缸活塞Y,以及位于该成型缸活塞X和料缸活塞Y上方的选区激光熔化增材制造用金属粉末柔性铺展装置P。金属粉末铺设于成型缸活塞X和料缸活塞Y的上表面,并通过该选区激光熔化增材制造用金属粉末柔性铺展装置P铺平。请同时参阅图3和图4,图3是选区激光熔化增材制造用金属粉末柔性铺展装置的A-A剖视图,图4是选区激光熔化增材制造用金属粉末柔性铺展装置的B-B剖视图。本发明的选区激光熔化增材制造用金属粉末柔性铺展装置P,包括复位压块1、铺粉齿单元2、磁性吸板3、固定盒4和防尘盖5,复位压块1、铺粉齿单元2和磁性吸板3设置在固定盒4内,磁性吸板3固定在固定盒4的内底面,铺粉齿单元2通过磁力被吸附定位在磁性吸板3上,铺粉齿单元2承载复位压块1,防尘盖5置于固定盒4上方。具体地,铺粉齿单元2由50片以上的铺粉齿21平行叠加而成,铺粉齿21相互平行排列,每片铺粉齿21的厚度为0.5mm~1mm。各铺粉齿21的上端面与下端面分别齐平。铺粉齿21包括导磁部分211和非导磁部分212,本实施例优选地将导磁部分211设置成一“U”形,复位压块1嵌套在该“U”形结构中,这样,铺粉齿单元2更稳定地承载复位压块1;导磁部分211吸附在磁性吸板3的一侧,铺粉齿21的非导磁部分212固定连接于导磁部分211下方,本实施例优选地用焊接将导磁部分211和非导磁部分212连接。导磁部分211为不锈钢导磁材料,非导磁部分212为非导磁金属材料,如铜合金、钛合金、铝合金等,本实施例优选地采用铜合金制作非导磁部分212。固定盒4底面开设一通孔,铺粉齿单元2下端从通孔伸出。进一步地,磁性吸板3采用带剩磁的材料制成,如稀土钕铁硼永磁材料、被磁化的铁块等,本实施例优选地采用稀土钕铁硼永磁材料制作磁性吸板3。磁性吸板3所带的磁性可以将铺粉齿21的导磁部分211磁化,使得磁性吸板3可以牢固地吸住各铺粉齿21;同时,由于相邻铺粉齿21的导磁部分211的极性相同而存在相斥力,这样相邻的铺粉齿21间的摩擦力可以忽略不计。磁性吸板3放置在固定盒4中的位置应使其充磁面沿上下方向布置,其尺寸需经计算获得,其计算原则是保证磁性吸板3表面磁感应强度能较为牢固地吸附铺粉齿21,且使磁性吸板3对距离其3mm之外的周边物体影响尽可能小。进一步地,固定盒4采用非导磁金属材料制成,如铝合金、铜合金等,本实施例优选地采用铝合金。固定盒4的壁厚应保证固定盒4外壁不会因磁性吸板3作用吸附到导磁性金属粉末。进一步地,复位压块1的重力作用可以使在铺粉过程中被顶起的齿片在绕过硬性凸起后复位;防尘盖5用于防止粉尘进入固定盒4内。为防止磁性吸板3对复位压块1和防尘盖5产生磁力作用,复位压块1及防尘盖5也采用非导磁金属材料,如铜合金、铝合金等,本实施例复位压块1优选地采用了铜合金制造而成,防尘盖5优选地采用了铝合金制造而成。请参阅图5,其为铺粉齿被硬性凸起顶起时的局部剖视图。在铺粉过程中,如果没有遇到超过铺粉平面的硬性凸起T,铺粉齿单元2的各铺粉齿21整齐排列,下部是一个平整平面,使粉末被平整地被铺设。如有超过铺粉平面的硬性凸起T,硬性凸起T对应位置的铺粉齿21将在硬性凸起T作用力下被顶起,同时复位压块1也被顶起。当铺粉装置继续前移,离开硬性凸起T后,硬性凸起T对铺粉齿21的作用力消失,复位压块1在重力作用下复位,铺粉齿21也在复位压块1重力作用下回到原始位置。没接触到硬性凸起T的相邻铺粉齿21,一方面受磁性吸板3的吸力作用,使其不能产生竖直方向的位移,另一方面由于相邻铺粉齿21的磁力极性相同而存在相互斥力,各铺粉齿21间摩擦力很小,因此即使接触到硬性凸起T的铺粉齿21被顶起,其相邻的铺粉齿21仍会被吸附在磁性吸板3上,保证了相邻的铺粉齿21在没遇到硬性凸起T时的铺粉平整性。图6为选区激光熔化增材制造用金属粉末柔性铺展装置的滑块连接座安装示意图。将选区激光熔化增材制造用金属粉末柔性铺展装置P两边安装上滑块连接座6,并将滑块连接座6固定到导轨滑块上。选区激光熔化增材制造用金属粉末柔性铺展装置P通过滑块在导轨上滑动进行铺粉。以下具体说明此选区激光熔化增材制造装置的工作过程:初始时,选区激光熔化增材制造用金属粉末柔性铺展装置P位于料缸活塞Y的一侧,在选区激光熔化增材制造用金属粉末柔性铺展装置P运动前,料缸活塞Y先上升1个粉层的距离,成型缸活塞X相应下降1个粉层的距离;随后选区激光熔化增材制造用金属粉末柔性铺展装置P进行粉末铺设。在铺粉过程中,如果没有遇到超过铺粉平面的硬性凸起T,铺粉齿单元2的各铺粉齿21整齐排列,下部是一个平整平面,使粉末被平整地被铺设。当遇到超过铺粉平面的硬性凸起T,硬性凸起T对应位置的铺粉齿21将在硬性凸起T作用力下被顶起,同时复位压块1也被顶起。当铺粉装置继续前移,离开硬性凸起T后,硬性凸起T对铺粉齿21的作用力消失,复位压块1在重力作用下复位,铺粉齿21也在复位压块1重力作用下回到原始位置并被磁性吸板3吸附定位住。没接触到硬性凸起T的相邻铺粉齿21,一方面受磁性吸板3的吸力作用,使其不能产生竖直方向的位移,另一方面由于相邻铺粉齿21的磁力极性相同而存在相互斥力,各铺粉齿21间摩擦力很小,因此即使接触到硬性凸起T的铺粉齿21被顶起,其相邻的铺粉齿21仍会被吸附在磁性吸板3上,保证了相邻的铺粉齿21在没遇到硬性凸起T时的铺粉平整性。随着选区激光熔化增材制造用金属粉末柔性铺展装置P移动至成型缸活塞X的一侧,铺粉过程结束。实施例二请参阅图7,其为实施例二的选区激光熔化增材制造示意图。在盛粉斗D两边各安装一个选区激光熔化增材制造用金属粉末柔性铺展装置P,组成粉斗式柔性铺粉装置E。本实施例的选区激光熔化增材制造用金属粉末柔性铺展装置P结构与实施例一相同。本实施例的选区激光熔化增材制造装置铺粉过程如下:初始时,粉斗式柔性铺粉装置E位于成型缸活塞X的一侧,在粉斗式柔性铺粉装置E运动前,成型缸活塞X下降1个粉层的距离,随后粉斗式柔性铺粉装置E进行粉末铺设。在铺粉过程中,如果没有遇到超过铺粉平面的硬性凸起T,铺粉齿单元2的各铺粉齿21整齐排列,下部是一个平整平面,使粉末被平整地被铺设。当遇到超过铺粉平面的硬性凸起T,硬性凸起T对应位置的铺粉齿21将在硬性凸起T作用力下被顶起,同时复位压块1也被顶起。当铺粉装置继续前移,离开硬性凸起T后,硬性凸起T对铺粉齿21的作用力消失,复位压块1在重力作用下复位,铺粉齿21也在复位压块1重力作用下回到原始位置并被磁性吸板3吸附定位住。没接触到硬性凸起T的相邻铺粉齿21,一方面受磁性吸板3的吸力作用,使其不能产生竖直方向的位移,另一方面由于相邻铺粉齿21的磁力极性相同而存在相互斥力,各铺粉齿21间摩擦力很小,因此即使接触到硬性凸起T的铺粉齿21被顶起,其相邻的铺粉齿21仍会被吸附在磁性吸板3上,保证了相邻的铺粉齿21在没遇到硬性凸起T时的铺粉平整性。随着粉斗式柔性铺粉装置E移动至成型缸活塞X的另一侧,铺粉过程结束。相对于现有技术,本发明的选区激光熔化增材制造用金属粉末柔性铺展方法原理巧妙,方便易实行,为选区激光熔化增材制造技术的金属粉末柔性铺展提供了新的选择。本发明的选区激光熔化增材制造用金属粉末柔性铺展装置通过设置复位压块以及带有导磁部分的铺粉齿,利用复位压块重力及铺粉齿间的磁力实现铺粉齿位置自动、合理及平稳调整,达到了柔性铺粉的效果,其具有结构简单、使用周期长、铺粉少痕、避障精准等优点。本发明并不局限于上述实施方式,如果对本发明的各种改动或变形不脱离本发明的精神和范围,倘若这些改动和变形属于本发明的权利要求和等同技术范围之内,则本发明也意图包含这些改动和变形。

企业营业执照
专利注册证原件
身份证
个体户营业执照
身份证
专利注册证原件
专利代理委托书
转让申请书
转让协议
手续合格通知书
专利证书
专利利登记簿副本




提交

公众号
全国技术转移公共服务平台