
- 技术(专利)类型 发明专利
- 申请号/专利号 201910591287.2
- 技术(专利)名称 一种多条扁铁热镀锌连续生产线
- 项目单位 天津市琨泰机械制造有限公司
- 发明人 李树文
- 行业类别 化学、冶金
- 技术成熟度 正在研发
- 交易价格 ¥面议
- 联系人 齐敏光
- 发布时间 2022-01-04
 北京
北京
客服热线:010-83278899
 微信公众号 扫一扫 关注我们
微信公众号 扫一扫 关注我们
 北京
北京
客服热线:010-83278899
微信公众号 扫一扫 关注我们

项目简介
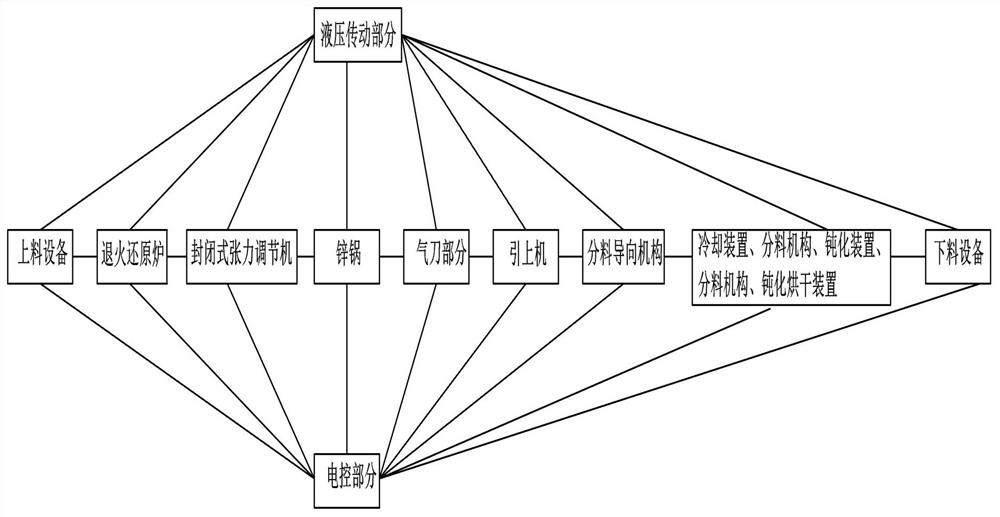
本发明公开了一种扁铁(多条)热镀锌连续生产线,包括上料设备、退火还原炉、封闭式张力调节机、锌锅、引上机、冷却及钝化烘干装置、下料设备、液压传动部分和电控部分,扁铁热镀锌是以酸洗后的钢带为基带,在整条生产线上根据镀锌扁铁的宽度规格通过上料设备,然后进入退火还原炉退火还原,再进入锌锅镀锌,扁铁出锌锅后四面全部有锌层,由引上机输送经过冷却及钝化烘干装置,最后由下料设备跟踪横剪通过电脑控制按定尺长度横向剪断,横向剪断后的镀锌扁铁落在输送辊道上,达到一包后由输送辊道向前输送至打包位置,打包入库。本发明具有提高了镀锌扁铁产品的防腐效果及产能,大大的降低了生产成本的优点。
说明书
技术领域
本发明涉及镀锌设备制造技术领域,具体为一种扁铁(多条)热镀锌连续生产线。
背景技术
镀锌扁铁有良好的防腐防锈功能,常用于防雷接地的导体,传统生产镀锌扁铁产品的工艺是把镀锌钢带通过纵剪机组纵向裁开制成不同宽度规格的镀锌扁铁,这样加工制作出来的镀锌扁铁产品存在一个质量缺陷,即镀锌扁铁产品的两个侧面(纵剪刀口处)没有锌层,大大降低了镀锌扁铁的防腐效果。镀锌扁铁产品的长度是根据市场需要定尺生产,在生产过程中需要横剪机根据定尺长度进行横向剪切,在横向剪切时镀锌扁铁处于静止状态,横向剪切工序完成后镀锌扁铁再继续向前移动,移动到定尺尺寸时再进行横向剪切工序,周而复始。整个生产工艺是断续性生产,这样就大大降低了生产效率。发明专利内容本发明的目的在于提供一种扁铁(多条)热镀锌连续生产线,具备了提高了镀锌扁铁产品的防腐效果及产能,降低了生产成本的优点,解决了传统工艺生产的镀锌扁铁产品的质量缺陷与生产缺陷的问题。为实现上述目的,本发明提供如下技术方案:一种扁铁(多条)热镀锌连续生产线,包括上料设备、退火还原炉、封闭式张力调节机、锌锅及气刀部分、引上机、分料导向机构、冷却装置、分料机构、钝化装置、分料机构、钝化烘干装置、下料设备、液压传动部分和电控部分,扁铁热镀锌是以酸洗后的钢带为基带,在整条生产线上根据镀锌扁铁的宽度规格通过上料设备当中的纵剪机组将基带纵向裁开成多条扁铁,然后进入退火还原炉进行退火还原工序,再由封闭式张力调节机调节扁铁张力使进入锌锅前的扁铁的长度基本一致后进入锌锅镀锌,扁铁出锌锅后四面全部有锌层,扁铁出锌锅后先由气刀部分吹掉扁铁表面多余的锌液再由引上机向下料设备-矫平机引送,在此过程中镀锌扁铁经过分料机构、冷却装置、分料机构、钝化装置、分料机构及钝化烘干装置,引上机把扁铁输送至下料矫平机,引上机的工作完成。此时由上料设备当中的纵剪机组、上料矫平机与下料设备当中的下料矫平机实现联动功能,以工艺速度牵引镀锌扁铁向下料方向行走,镀锌扁铁在行走的过程中由下料设备跟踪横剪机以扁铁的行走速度对其进行跟踪,当跟踪到扁铁的长度达到成品扁铁定尺长度时,通过电脑控制跟踪横剪进行横向剪断工序,横向剪断后的镀锌扁铁落在输送辊道上,达到一包后由输送辊道向前输送至打包位置,打包入库。完成剪断工序的跟踪横剪机迅速返回原点,继续对向前行走的扁铁进行跟踪,周而复始的跟踪、剪断。实现了整条生产线连续性生产的特性。优选的,上料设备由开卷机、上料小车、矫平引料机、横剪机、立辊导向机、焊接工作台、1#夹送机、储料活套、2#夹送机、双工位纵剪机组、矫平机、水洗机构、张力检测机、引出机、上料液压站、上料端电控部分组成。上料设备是为整条生产线的连续性生产提供上料端的保障服务,保证两卷钢带在头尾焊接时不停车,在生产不同规格扁铁时,纵剪机组对刀时不停车。优选的,采用改良后的森吉米尔热镀锌法进行扁铁热镀锌连续性生产。优选的,在扁铁进入锌锅前安装了封闭式张力调节机。优选的,锌锅改进沉没辊部分,在沉没辊的辊体两边制作出“挡沿”。优选的,引上机部分;引上机由主机架部分、分料机、夹送机、挡料机构、压料机构和大导向机构组成。优选的,分料机构。优选的,扁铁水冷却装置-子母槽。优选的,扁铁钝化装置-子母槽。优选的,钝化烘干装置由烘干箱和引风机、引风机管路组成。优选的,下料设备由矫平机、跟踪横剪机和下料平台组成。优选的,液压部分为整条生产线的机械动作提供动力,电控部分控制整个生产线的动力源,根据动力源的性质提供调速功能,由单动控制与联动控制两种功能,根据生产需要选择。联动功能是根据整条生产线需要的工艺功能把程序输入PLC,再由PLC控制生产线每个阶段的工艺功能,通过机、电、液的整体配合完成整个连续性生产工艺。与现有技术相比,本发明的有益效果如下:一种扁铁(多条)热镀锌连续生产线,在整条生产线上根据镀锌扁铁的宽度规格通过纵剪机组将基带纵向裁开,然后进入退火还原炉退火还原,再进入锌锅镀锌,扁铁出锌锅后四面全部有锌层,提高了扁铁的防腐效果;在横向剪断工序镀锌扁铁始终按照工艺速度前行,不需要停车,整个生产工艺保持连贯,提高生产效率。
附图说明
图1为本发明的扁铁热镀锌连续生产线流程示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。实施例1请参阅图1,本发明提供的一种实施例:一种扁铁(多条)热镀锌连续生产线,包括上料设备、退火还原炉、封闭式张力调节机、锌锅及气刀部分、引上机、分料导向机构、冷却装置、分料机构、钝化装置、分料机构、钝化烘干装置、下料设备、液压传动部分和电控部分,扁铁热镀锌是以酸洗后的钢带为基带,在整条生产线上根据镀锌扁铁的宽度规格通过上料设备当中的纵剪机组将基带纵向裁开成多条扁铁,然后进入退火还原炉进行退火还原工序,(此工艺是采用的改良后的森吉米尔镀锌法),再由封闭式张力调节机调节扁铁张力使进入锌锅前的扁铁的长度基本一致后进入锌锅镀锌,扁铁出锌锅后四面全部有锌层,扁铁出锌锅后先由气刀部分吹掉扁铁表面多余的锌液再由引上机向下料设备- 矫平机引送,在此过程中镀锌扁铁经过分料导向机构、冷却装置、分料机构、钝化装置、分料机构及钝化烘干装置,引上机把扁铁输送至下料矫平机,引上机的工作完成。此时由上料设备当中的纵剪机组、上料矫平机与下料设备当中的下料矫平机实现联动功能,以工艺速度牵引镀锌扁铁向下料方向行走,镀锌扁铁在行走的过程中由下料设备跟踪横剪机以扁铁的行走速度对其进行跟踪,当跟踪到扁铁的长度达到成品扁铁定尺长度时,通过电脑控制跟踪横剪进行横向剪断工序,横向剪断后的镀锌扁铁落在输送辊道上,达到一包后由输送辊道向前输送至打包位置,打包入库。完成剪断工序的跟踪横剪机迅速返回原点,继续对向前行走的扁铁进行跟踪,周而复始的跟踪、剪断。实现了整条生产线连续性生产的特性。进一步,上料设备由开卷机、上料小车、矫平引料机、横剪机、立辊导向机、焊接工作台、1#夹送机、储料活套、2#夹送机、双工位纵剪机组、矫平机、水洗机构、张力检测机、引出机、上料液压站、上料端电控部分组成。按照工艺要求把机械设备合理布置位置。各种机器发挥其该发挥作用,保证在整条生产线上上料设备的工艺功能:即满足扁铁镀锌连续性生产、扁铁基带在线分条、在线镀锌、在线收集打包,炉区内扁铁断带时的处理措施等。进一步,采用改良后的森吉米尔热镀锌法进行扁铁热镀锌连续性生产。此种工艺具备了退火区域燃烧温度高,但带钢表面氧化小,还原区域在场地不受限制的前提下可以加长还原段以达到还原效果好的特点。这样生产出来的镀锌扁铁第一表面光洁度高,第二不会出现漏镀的现象,第三产能高。进一步,封闭式张力调节机调节扁铁张力,使进入锌锅前的扁铁的长度基本一致后进入锌锅镀锌,在此过程中对炉区内扁铁由于热辐射造成的变形进行“整形”处理。进一步,锌锅改进沉没辊部分,在沉没辊的辊体两边制作出“挡沿”。防止进入锌锅内的扁铁脱离辊体,完成扁铁进出锌锅的导向作用。进一步,引上机由主机架部分、分料机、夹送机、挡料机构、压料机构和大导向机构组成。扁铁出锌锅后在扁铁表面锌液凝固之前通过分料机把每一条扁铁都隔离开,然后进入大导向机构,由于扁铁出锌锅的方向是垂直方向需要通过大导向机构改变扁铁的行走方向,由垂直方向改变成水平方向行走,这个时候温度在350多度左右,操作工是无法接近的,需要通过挡料机构与压料机构改变扁铁的运动方向,所有机械动作都是液压控制。由于扁铁出了锌锅的温度很高,导致大导向辊机构的大导向辊温度也很高,由于该生产线是连续式生产,所以必须给大导向辊降温处理,否则长时间的连续运转大导向辊的辊面会出现“沾锌”的现象,使扁铁的表面粗糙不堪。针对此现象,在大导向辊的辊体下部设计了冷却水槽,使用循环水冷却,使大导向辊的辊体下部始终泡在水中,有效的解决了以上“沾锌”现象。夹送机的作用是在第一次生产或停车后再生产的时候扁铁刚出锌锅后提供行走动力。进一步,分料导向机构的作用,镀锌后的扁铁在经过了引上机以后改变了运动方向,这时多条扁铁之间会出现重叠、错乱的现象,需要分料机构把每一条扁铁通过分料盘隔开。让其排列有序的前行。在镀锌扁铁在经过水冷却装置和钝化装置后由于热胀冷缩的原因,都会出现变形的情况,这时也需要分料机构把每一条扁铁通过分料盘隔开。让其排列有序的前行。进一步,钝化烘干装置由烘干箱和引风机及引风机管路组成。通过引风机把退火还原炉内的废气引到烘干箱二次利用,烘干钝化后的镀锌扁铁表面的钝化液,防止扁铁表面因为存放时间过长,存放环境潮湿,使扁铁表面出现氧化的现象。进一步,下料设备由矫平机、跟踪横剪机和下料平台组成。矫平机决定着整个生产线的工艺速度,其它设备的速度都在配合他的工艺速度通过电脑自动调整,它与上料矫平机配合控制炉区内的张力,为镀锌扁铁前行提供动力及矫平镀锌扁铁的作用。进一步,跟踪横剪机在完成横向剪断工序时,跟踪横剪需要先跟踪扁铁的工艺速度,在跟踪横剪的跟踪速度与扁铁的工艺速度一致且达到产品镀锌扁铁定尺长度时才开始横向剪切工序,这样就出现了一个问题,不同厚度规格的扁铁工艺速度是不一样的。扁铁厚度越薄工艺速度越快,扁铁厚度越厚工艺速度越慢。也就是说不同厚度的扁铁在生产过程中工艺速度是不同的,因此跟踪横剪的跟踪时间与跟踪距离也是不一样的,也就是说跟踪横剪的跟踪起点一致扁铁的落点却不一样。而生产工艺需要扁铁落点必须一致。因此在跟踪横剪这个设备的移动体上安装一个大推板,大推板的位置布置在横剪机下刀口的下方,大推板的位置前后可调整,根据镀锌扁铁不同的车速调整不同的位置,把不同落点的镀锌扁铁通过大推板位置的不同在跟踪横剪的移动体跟踪的过程中推到统一落点处,再由小推板把落下的产品镀锌扁铁推齐。下料平台一共有三组,每组长度6米,每组下料平台由6组主动辊及5组被动辊组成及二组升降机构组成,下料平台高度可升降调整。三组下料平台可以单独控制主动辊传动,也可同时控制主动辊传动,每组镀锌扁铁产品下料的要求。在第一组下料平台的末端有一组定尺定尺挡板,它与跟踪横剪机的小推板机构配合完成镀锌扁铁产品成品包装对齐工作。在生产镀锌扁铁达到一个包装后,由输送辊道送到第二组或第三组下料平台上人工打好包装入库。第一个下料平台继续收集下一包镀锌扁铁,整个工艺生产过程没有停车的环节。实现了连续性生产。进一步,液压部分为整条生产线的液压动作提供动力,电控部分控制整个生产线的动力源,根据动力源的性质提供调速功能,由单动控制与联动控制两种功能,根据生产需要选择。联动功能是根据整条生产线需要的工艺功能把程序输入PLC,再由PLC控制生产线每个阶段的工艺功能,通过机、电、液的整体配合完成整个生产工艺。实施例2一种扁铁(多条)热镀锌连续生产线:封闭式张力调节机布置在扁铁进入锌锅之前的位置,封闭式张力调节机的作用是:1、调节炉区内扁铁的张力,使多条扁铁保持同步前行;2、对炉区内扁铁由于热辐射造成的变形进行“整形”处理,使扁铁进入锌锅时的长度一致。根据不同规格的扁铁,控制退火还原炉内明火段、辐射还原段、缓冷段、快冷段等每一段的炉区温度,使其在完成退火还原工艺功能后使炉区内扁铁的热变形量达到最小。实施例3一种扁铁(多条)热镀锌连续生产线:引上机由主机架部分、分料机、夹送机、挡料机构、压料机构和大导向机构组成。扁铁出锌锅后在扁铁表面锌液凝固之前通过分料机把每一条扁铁都隔离开,然后进入大导向机构,由于扁铁出锌锅的方向是垂直方向需要通过大导向机构改变扁铁的行走方向,由垂直方向改变成水平方向行走,这个时候温度在350多度左右,操作工是无法接近的,需要通过挡料机构与压料机构改变扁铁的运动方向,所有机械动作都是液压控制。由于扁铁出了锌锅的温度很高,导致大导向辊机构的大导向辊温度也很高,由于该生产线是连续式生产,所以必须给大导向辊降温处理,否则长时间的连续运转大导向辊的辊面会出现“沾锌”的现象,使扁铁的表面粗糙不堪。针对此现象,在大导向辊的辊体下部设计了冷却水槽,使用循环水冷却,使大导向辊的辊体下部始终泡在水中,有效的解决了以上“沾锌”现象。夹送机的作用是在第一次生产或停车后再生产的时候扁铁刚出锌锅后提供行走动力。实施例4一种扁铁(多条)热镀锌连续生产线:在生产过程中扁铁出锌锅后的温度在420度-480度之间,扁铁出了锌锅以后通过时效处理工序就进入冷却工序及钝化工序,冷却工序我们采用的是循环水冷却工艺,这种冷却工艺的冷却效果能满足要求,但是热胀冷缩的变形量也大,需要扁铁尽量以水平状态前行这样才可以保证扁铁在前行的过程中排列有序。因此采用循环水冷却水槽—“子母槽”,用于扁铁冷却,使扁铁在冷却段始终泡在水中且保持水平状态前行。镀锌扁铁循环水冷却水槽“子母槽”,是由“子槽”与“母槽”合二为一的组合体由外部水池通过水泵以排布喷淋管的方式向“子槽”内由上而下喷淋注水,至“子槽”内的水位线超过镀锌扁铁在“子母槽”内行走的路线标高且低于溢流水位线,这个标准由调节溢流水位截门及扁铁在通过“子槽”的进出口的阻水板间隙来实现。“子槽”内溢流出的冷却水流入“母槽”,再有水泵抽回外部冷却水池,周而复始循环冷却。如果“子母槽”的安装位置高度高于外部冷却水池,那么母槽内的冷却水也可自动回流到外部冷却水池。在“母槽”内的进出口位置安装了风刀,由风机把风传递给风刀,在由风刀把风均匀的吹向扁铁,防止冷却水流出母槽外。实施例5一种扁铁(多条)热镀锌连续生产线:镀锌扁铁钝化装置-钝化“子母槽”原理同实施例4。实施例6一种扁铁(多条)热镀锌连续生产线:分料机构是由分料轴、分料盘、液压升降机构组成,分料时通过液压升降机构升起分料盘把多条扁铁分开。实施例7一种扁铁(多条)热镀锌连续生产线:跟踪横剪机负责剪断成品定尺镀锌扁铁,在完成横向剪断工序时,跟踪横剪需要先跟踪镀锌扁铁的工艺速度,在跟踪横剪的跟踪速度与扁铁的工艺速度一致时才开始横向剪切工序,在完成这一工序时,跟踪横剪始终处于运动前行状态。这样就出现了一个问题,不同厚度规格的扁铁工艺速度是不一样的。扁铁厚度越薄工艺速度越快,扁铁厚度越厚工艺速度越慢。也就是说不同厚度的扁铁在生产过程中工艺速度是不同的,因此跟踪横剪的跟踪时间与跟踪距离也是不一样的,也就是说跟踪横剪的跟踪起点一致扁铁的落点却不一样。而生产工艺需要扁铁落点必须一致。因此在跟踪横剪这个设备的移动体上安装一个大推板,大推板的位置布置在横剪机下刀口的下方,大推板的位置前后可调整,根据镀锌扁铁不同的车速调整不同的位置,把不同落点的镀锌扁铁通过大推板位置的不同在跟踪横剪的移动体跟踪的过程中推到统一落点处,再由小推板把落下的产品镀锌扁铁推齐。整条生产线工作原理:扁铁是以酸洗或水洗后的钢带为基带,在整条生产线上根据镀锌扁铁的宽度规格通过纵剪机组将基带纵向裁开,然后进入退火还原炉退火还原,再进入锌锅镀锌,扁铁出锌锅后四面全部有锌层,在经过冷却及钝化烘干装置,最后由跟踪横剪通过电脑控制按定尺长度横向剪断,在横向剪断工序镀锌扁铁始终按照工艺速度前行,不需要停车,横向剪断后的镀锌扁铁落在输送辊道上,达到一包后由输送辊道向前输送至打包位置,打包入库。对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。

企业营业执照
专利注册证原件
身份证
个体户营业执照
身份证
专利注册证原件
专利代理委托书
转让申请书
转让协议
手续合格通知书
专利证书
专利利登记簿副本




提交

公众号
全国技术转移公共服务平台