
- 技术(专利)类型 发明专利
- 申请号/专利号 201310306669.9
- 技术(专利)名称 一种生产板状构件的工艺方法及板状构件
- 项目单位
- 发明人 付连成
- 行业类别 人类生活必需品
- 技术成熟度 详情咨询
- 交易价格 ¥面议
- 联系人 付连成
- 发布时间 2022-01-24
 北京
北京
客服热线:010-83278899
 微信公众号 扫一扫 关注我们
微信公众号 扫一扫 关注我们
 北京
北京
客服热线:010-83278899
微信公众号 扫一扫 关注我们

项目简介
本发明公开了一种生产板状构件的工艺方法及板状构件,使用本申请所提供的工艺生产板状构件具有生产工艺简便,不需要使用木材及各种胶,因而绿色环保;能够在生产板状构件的同时一次性的制造出各种所需的图案。本发明实施例所提供的工艺方法及板状构件具有诸多优点,是建筑建材领域的一场革命。
说明书
技术领域
本发明涉及建筑领域,特别涉及一种生产板状构件的工艺方法及板状构件。
背景技术
在建筑领域,传统墙体建造过程一般是使用砖或混凝土构筑墙的主体,之后,在该墙主体上涂抹墙灰,贴保温材料,涂抹水泥沙浆,最后再次涂抹墙灰,从而获得最终的墙体。当然这些工艺步骤之中,有些步骤之间需要等待一些时间才能继续后续操作,例如涂抹水泥沙浆后要等水泥沙浆干燥后再继续后续步骤,以保证墙体整体的牢固、美观。当需要在外墙面制作各种造型时,所需的工序、工艺更加复杂,因为其需要在墙体成型后,再在成型的墙体上制作客户需要的各种造型,例如,在外墙面做欧式风格的门窗,或是在外墙面贴大理石砖,以制作出大理石风格的墙面等等。可见,传统的建筑墙体本身的工艺就非常复杂,当需要在墙面制作各种造型时,建造工序、工艺更加复杂。传统门体一般为木材复合板或实木门体,木材复合板是木板覆在另一块木板上,中间刷胶粘和形成,最常见的一种复合板是将三层薄木板按不同纹理方向粘在一起制成的。实木门体是以取材自森林的天然原木做门体芯,经过干燥处理,然后经下料、刨光、开榫、打眼、高速铣形和上漆等工序加工而成,需要的工序、工艺比较复杂。当在门体的表面需要各种图案造型时,所需的工序、工艺更加复杂,因为需要在木门体表面进行雕琢刻蚀。可见,传统实木门体本身的工艺非常复杂,同时实木门体和木材复合板门体都采用森林木材,不够环保。可见传统板状构件的工艺复杂,当在板状构件表面制作图案时会更加复杂。
发明内容
本发明实施例的目的在于提供一种生产板状构件的工艺方法及板状构件,所述的板状构件具有工艺简单,环保,且能够一次成型的制造出各种所需图案造型。本发明实施例提供了一种生产板状构件的工艺方法,所述方法包括:选取板状构件的模具组,所述模具组包括两个配套模具:第一模具和第二模具,所述第一模具和第二模具分别用于制作板状构件的第一部分和第二部分;所述第一模具和第二模具均为中空的凹槽,其中第一模具凹槽的深度大于第二模具凹槽的深度,两个模具凹槽的深度之和为所述板状构件的厚度,且所述第一模具和第二模具凹槽的底面图案是板状构件表面的图案造型;在所述第一模具和第二模具底面及内壁涂抹脱模剂;在所述第一模具内铺设所述板状构件的第一部分;所述板状构件的第一部分为具有四周侧壁和底板的长方槽体;在所述第二模具内铺设所述板状构件的第二部分;所述板状构件的第二部分为一长方体板块;将铺设有所述板状构件的第一部分的第一模具与铺设有所述板状构件的第二部分的第二模具进行合模并挤压,使所述板状构件的第一部分和第二部分完全粘合在一起,构成中空的板状构件;脱模成型,在常温情况下放置第一预定时间,从所述模具组内取出已成型的板状构件。其中,所述板状构件的第一部分包括第一铺设层、弹性材料和第二铺设层;在第一模具内铺设所述板状构件的第一部分的方法包括:铺设所述板状构件的第一部分的第一铺设层,其完全覆盖所述第一模具的底面及内壁;紧贴所述第一部分的第一铺设层的四周侧壁及侧壁的上表面铺设所述弹性材料;铺设所述板状构件的第一部分的第二铺设层的步骤包括:在弹性材料与第一铺设层上铺设第二铺设层,最终使所述弹性材料被所述第二铺设层和所述第一铺设层完全包裹;且所述包裹有弹性材料的第一部分的侧壁高于第一模具的外边缘。其中,在铺设所述板状构件第一部分的过程中,所述方法还包括:在所述第一铺设层上铺设条状加强筋;所述条状加强筋的两端分别与第一铺设层上的弹性材料接触;铺设所述板状构件的第一部分的第二铺设层的步骤包括:在弹性材料、加强筋以及第一铺设层上铺设第二铺设层,最终使所述弹性材料和加强筋被所述第二铺设层和所述第一铺设层完全包裹。其中,所述的板状构件为门体或建筑墙体,当所述板状构件为门体时,在铺设所述板状构件第一部分的过程中,所述方法还包括:铺设用于围挡出门锁、门把手及门合页位置的隔壁,具体包括:在所述第一铺设层上铺设用于划分出门锁、门把手及门合页位置的围挡材料;铺设所述板状构件的第一部分的第二铺设层的步骤包括:在弹性材料、围挡材料以及第一铺设层上铺设第二铺设层,最终使所述弹性材料和围挡材料被所述第二铺设层和所述第一铺设层完全包裹;铺设有第二铺设层的围挡材料为第一部分的预设位置隔壁。其中,当所述板状构件为门体时,在所述门体第一部分的预设位置隔壁围挡出的门锁、门把手及门合页位置空间内,填充填充材料。其中,所述板状构件第一部分的第一铺设层、第二铺设层和所述板状构件的第二部分包括整块纤维布和浆料,铺设所述板状构件第一部分的第一铺设层的步骤包括:先铺设一层浆料,所述浆料作为所述第一部分的第一铺设层的第一子层,其完全覆盖所述第一模具的底面及内壁;再铺设一层纤维布,所述纤维布作为所述第一部分的第一铺设层的第二子层,其完全覆盖所述第一子层的浆料;再铺设一层浆料,所述浆料作为所述第一部分的第一铺设层的第三子层,其完全覆盖所述第二子层的纤维布;以此类推,铺设若干子层的浆料和纤维布,并且最后一层铺设浆料,其中,铺设的层数根据板状构件所需的强度要求决定;铺设所述板状构件第一部分的第二铺设层的步骤包括:先铺设一层浆料,所述浆料作为所述第一部分的第二铺设层的第一子层,其完全覆盖所述弹性材料和第一铺设层;再铺设一层纤维布,所述纤维布作为所述第一部分的第二铺设层的第二子层,其完全覆盖所述第一子层的浆料;再铺设一层浆料,所述浆料作为所述第一部分的第二铺设层的第三子层,其完全覆盖所述第二子层的纤维布;以此类推,铺设若干子层的浆料和纤维布,并且最后一层铺设浆料,便于后续合模时,使所述板状构件的第一部分和第二部分能够很好的粘合在一起;其中,铺设的层数根据板状构件所需的强度要求决定;在第二模具内铺设所述板状构件的第二部分的步骤包括:先铺设一层浆料,所述浆料作为所述第二部分的第一子层,其完全覆盖所述第二模具的底面;再铺设一层纤维布,所述纤维布作为所述第二部分的第二子层,其完全覆盖所述第一子层的浆料;再铺设一层浆料,所述浆料作为所述第二部分的第三子层,其完全覆盖所述第二子层的纤维布;再次铺设一层纤维布,所述纤维布作为所述第一部分的第四子层,其完全覆盖所述第三子层的浆料;以此类推,铺设若干子层的浆料和纤维布,并且最后一层铺设浆料,便于后续合模时,使所述板状构件的第一部分和第二部分能够很好的粘合在一起。其中,所述板状构件第一部分的第一铺设层、第二铺设层和所述板状构件的第二部分由短纤维布和浆料组成,铺设所述板状构件第一部分的第一铺设层的步骤包括:将所述短纤维布与所述浆料混合,形成喷射砂;铺设所述的喷射砂,使所述喷射砂完全贴合所述第一模具的底面及内壁,所述喷射砂的厚度根据板状构件所需的强度要求决定;铺设所述板状构件第一部分的第二铺设层的步骤包括:将所述短纤维布与所述浆料混合,形成喷射砂;所述喷射砂作为所述第一部分的第二铺设层的第一子层,其完全覆盖所述弹性材料和第一铺设层;所铺设的厚度根据板状构件所需的强度要求决定;铺设所述板状构件第二部分的步骤包括:将所述短纤维布与所述浆料混合,形成喷射砂;铺设所述的喷射砂,所述喷射砂作为所述第二部分的第一子层,完全贴合所述第二模具的底面及内壁;所铺设的厚度根据板状构件所需的强度要求决定;其中,所述短纤维布为打碎的纤维布。其中,当板状构件表面有颜色要求时,如果所述第一部分的第一铺设层和第二部分由整块纤维布和浆料形成,铺设所述第一部分的第一铺设层和第二部分的步骤还包括:在涂有脱模剂的第一模具和第二模具的底面上铺设档线,将所述模具的底面按照颜色的需求分割成若干区域;将浆料调制为所需要的颜色;在指定区域内铺设指定颜色的浆料,所述不同颜色的浆料作为所述第一部分的第一铺设层和第二部分的第一子层,其完全覆盖所述模具的底面及内壁;如果所述第一部分的第一铺设层和第二部分由短纤维布和浆料形成,铺设第一部分的第一铺设层和第二部分的步骤还包括:在涂有脱模剂的第一模具和第二模具的底面上铺设档线,将所述板状构件模具的底面按照颜色的需求分割成若干区域;将短纤维布和浆料混合形成喷射砂,将喷射砂调制为所需要的颜色;在指定区域内铺设指定颜色的喷射砂,所述不同颜色的喷射砂作为所述第一部分的第一铺设层和第二部分的第一子层,其完全覆盖所述模具的底面及内壁,然后在第一子层上铺设常规颜色的喷射砂。其中,所述第一部分的第一铺设层和第二部分内的第二子层纤维布为细纤维布;所述非第一部分的第一铺设层和第二部分的第二子层纤维布为粗纤维布;其中,所述细纤维布为1平方厘米内有5根经线的交织布,所述粗纤维布为5目交织布。本发明还提供了一种应用如上所述工艺方法生产的板状构件,所述板状构件包括:板状构件的第一部分;所述第一部分为一具有四周侧壁和底板的长方槽体;以及板状构件的第二部分;所述第二部分为一长方体板块;所述第一部分的长方槽体的长和宽与所述第二部分的长方体板块的长和宽相当;其中,所述板状构件的第一部分和第二部分完全粘合在一起,构成中空的板状构件。其中,所述板状构件的第一部分包括:第一铺设层、弹性材料和第二铺设层;所述第二铺设层和所述第一铺设层将弹性材料包裹在所述第一部分的侧壁内;所述弹性材料为:橡胶、海绵或聚苯。其中,所述板状构件的第一部分还包括:条状加强筋,所述条状加强筋的两端分别与第一铺设层上的弹性材料接触;所述弹性材料和加强筋被所述第二铺设层和所述第一铺设层完全包裹。其中,所述的板状构件为门体或建筑墙体,当所述的板状构件为门体时,所述门体还包括:围挡材料和填充材料;所述围挡材料铺设在第一铺设层的预定位置以划分出门锁、门把手及门合页位置;所述填充材料填充在所述围挡材料所围挡出的空间内。由上述的技术方案可见,使用上述工艺生产板状构件时,在两个配套模具内分别铺设板状构件的两部分,之后将板状构件的两部分紧紧粘合在一起,生产工艺简便,不需要使用木材及各种胶,因而绿色环保,且所述第一模具和第二模具凹槽的底面图案是板状构件表面的图案造型;能够在生产板状构件的同时一次性的制造出各种所需的图案。所述的板状构件可以为门体或建筑墙体,当板状构件用作门体时,解决了传统门体的工艺复杂、不够环保的问题,且能够一次成型的制造出各种所需图案造型。当板状构件用作建筑墙体时,解决了传统建筑墙体的工艺复杂、时间长的问题,且能够一次成型的制造出各种所需图案造型。经权威部板状构件检测,当生产上述板状构件的工艺过程中所使用的浆料为无机复合材料(FLC),纤维布为玻璃纤维,采用一层浆料一层纤维布的方式铺设板状构件时,对于规格为1220*2440*15mm板状构件,其检测结果是,压缩强度为90MPa,远远大于国家规定的≥50MPa,其弯曲强度在干燥情况下为25.5MPa,水饱和情况下为38.1MPa,均远远大于国家规定的≥7Mpa。而且,经权威部板状构件检测,上述板状构件的甲醛释放量为0.1mg/L,远远小于国家规定的≤1.5mg/L。上述板状构件的外照射指数、内照射指数均远远好于国家规定的标准值。可见,应用本发明实施例提供的生产板状构件的工艺方法,不仅工艺简便,生产时间短,且能够在生产板状构件的同时一次性的制造出各种所需的图案,而且,所生产的板状构件的整体强度远远大于国家标准的强度,且无毒,生产成本相对低。再有,由于在本申请的生产工艺中,是由第一部分和第二部分紧紧贴合在一起,同时在第一部分内还设置有中间隔壁,具有加强筋的效果,因而,本申请的板状构件还具有很好的隔热、隔声、防火、防水、无味、不冻、不腐、不裂、不变、不燃、使用寿命长等特点,由于其隔热、保温效果好,因而该板状构件还具有很好的节能效果。由于它具有不易变形、不怕水的特点,当板状构件为门体时,所述的门体不仅适用于干燥环境使用,也适合潮湿的环境使用。由于应用本申请实施例所提供方法生产出的板状构件的重量远小于传统墙体或门体的重量,因而应用本申请实施例的生产工艺所生产出的板状构件还具有高强质轻的特点。可见,本发明实施例所用工艺方法具有以上诸多优点,是建筑建材领域的一场革命。当然,实施本发明的任一产品或方法必不一定需要同时达到以上所述的所有优点。
附图说明
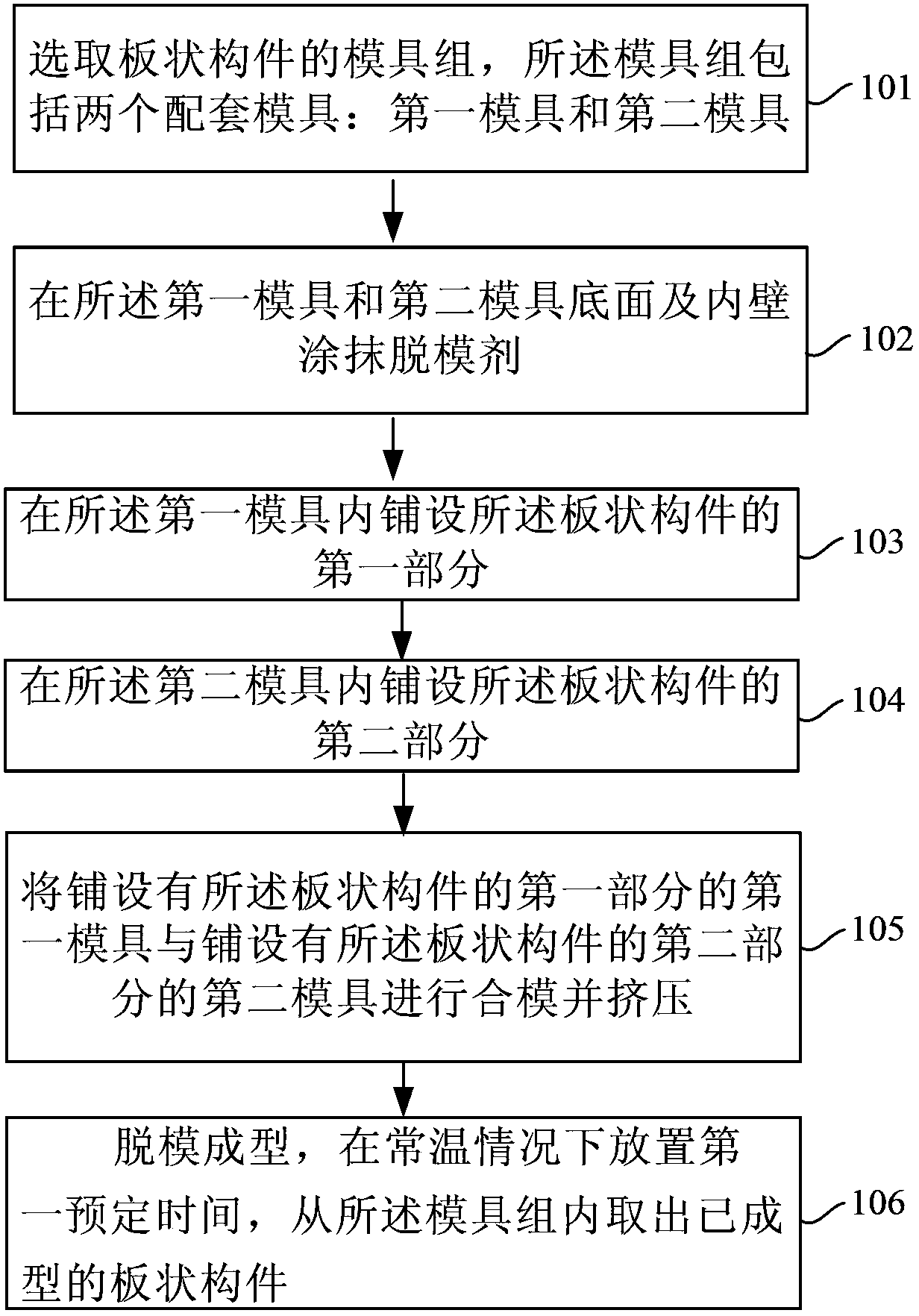
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。图1为本发明实施例一种生产板状构件的工艺方法流程图;图2为本发明实施例一种板状构件结构示意图;图3为本发明实施例图2所示板状构件结构分解示意图;图4为本发明实施例图2的A-A剖面示意图;图5为本发明实施例图2的B-B剖面示意图;图6为本发明实施例图2所示板状构件第一部分俯视图;图7为本发明实施例板状构件强度要求较高时第一部分俯视图;图8为本发明实施例板状构件为门体时的第一部分俯视图;图9为本发明实施例板状构件为门体强度要求较高时的第一部分俯视图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。参见图1为本发明实施例一种生产板状构件的工艺方法流程图;本实施例应用于建筑行业中,可以包括:步骤101,选取板状构件的模具组,所述模具组包括两个配套模具:第一模具和第二模具,所述第一模具和第二模具分别用于制作板状构件的第一部分和第二部分;所述第一模具和第二模具均为中空的凹槽,其中第一模具凹槽的深度大于第二模具凹槽的深度,两个模具凹槽的深度之和为所述板状构件的厚度,且所述第一模具和第二模具凹槽的底面图案是板状构件表面的图案造型;这里,可以根据实际需要来选取所需的板状构件的模具组,模具的底面图案即为板状构件的外表面的图案造型,两个模具凹槽的深度之和为所述板状构件的厚度。所述第一模具和第二模具的外边缘对应位置设有螺丝和螺孔,便于后续的合模、挤压操作。本申请并不对板状构件模具的本身尺寸做限定,其具体大小可根据实际需求决定。不同的板状构件模具可以制作出不同风格的造型,比如人物造型、风景造型、浮雕造型、动物造型等;还可以做出欧式造型墙面,仿古建筑的板状构件面,还可以做出仿木纹,仿大理石纹等效果的板状构件面。相应的,不同板状构件模具也可以制造出不同大小的板状构件。上述的板状构件模具可以为具有一定硬度的钢模、木模等,本申请并不对板状构件模具的材质做限定。本申请中,并不对模具底面的图案造型做限定,任何造型都可以应用于本申请中。并且,本申请也不对板状构件模具的大小做限定,根据施工工艺的要求,可以建造不同尺寸的板状构件。步骤102,在所述第一模具和第二模具底面及内壁涂抹脱模剂;所述的脱模剂能够在后续的脱模操作时,使板状构件易于脱离模具组,同时使板状构件表面光滑洁净;所述脱模剂可以涂抹一层或若干层,所述脱模剂可以由硅氧烷化合物、硅油、合成石蜡、聚乙烯蜡、聚四氟乙烯、氟树脂粉末、氟树脂涂料、脂油混合物等物质中的一种构成,或者,由上述物质中的任意几种混合构成。步骤103,在所述第一模具内铺设所述板状构件的第一部分;所述板状构件的第一部分为具有四周侧壁和底板的长方槽体;所述板状构件的第一部分包括第一铺设层、弹性材料和第二铺设层;在第一模具内铺设所述板状构件的第一部分的方法包括:铺设所述板状构件的第一部分的第一铺设层,其完全覆盖所述第一模具的底面及内壁;紧贴所述第一部分的第一铺设层的四周侧壁及侧壁的上表面铺设所述弹性材料;铺设所述板状构件的第一部分的第二铺设层的步骤包括:在弹性材料与第一铺设层上铺设第二铺设层,最终使所述弹性材料被所述第二铺设层和所述第一铺设层完全包裹;且所述包裹有弹性材料的第一部分的侧壁高于第一模具的外边缘;在较佳实施例中所述第一部分的侧壁可高出第一模具外边缘一部分,例如0.5-3cm。在后续的合模挤压时,所述包裹有弹性材料的第一部分的侧壁被挤压,使所述板状构件的第一部分的侧壁的高度降低至与所述第一模具的外边缘相当,使所述板状构件的第一部分和第二部分完全粘合在一起,连成一个整体。所述弹性材料可以为:橡胶、海绵或聚苯等。铺设板状构件第一部分的第一铺设层和第二铺设层包括以下可能的实现方式:方式一:所述板状构件第一部分的第一铺设层、第二铺设层包括整块纤维布和浆料,铺设所述第一铺设层的步骤包括:先铺设一层浆料,所述浆料作为所述第一部分的第一铺设层的第一子层,其完全覆盖所述第一模具的底面及内壁;再铺设一层纤维布,所述纤维布作为所述第一部分的第一铺设层的第二子层,其完全覆盖所述第一子层的浆料;再铺设一层浆料,所述浆料作为所述第一部分的第一铺设层的第三子层,其完全覆盖所述第二子层的纤维布;以此类推,铺设若干子层的浆料和纤维布,并且最后一层铺设浆料,其中,铺设的层数根据板状构件所需的强度要求决定;铺设所述第二铺设层的步骤包括:先铺设一层浆料,所述浆料作为所述第一部分的第二铺设层的第一子层,其完全覆盖所述弹性材料和第一铺设层;再铺设一层纤维布,所述纤维布作为所述第一部分的第二铺设层的第二子层,其完全覆盖所述第一子层的浆料;再铺设一层浆料,所述浆料作为所述第一部分的第二铺设层的第三子层,其完全覆盖所述第二子层的纤维布;以此类推,铺设若干子层的浆料和纤维布,并且最后一层铺设浆料,便于后续合模时,使所述板状构件的第一部分和第二部分能够很好的粘合在一起;其中,铺设的层数根据板状构件所需的强度要求决定。在一个较佳实施列中,所述第一铺设层和第二铺设层可以铺设为3-7层浆料和纤维布。也就是说,在这种方式下,板状构件的第一部分的第一铺设层和第二铺设层是由一层浆料一层纤维布,一层浆料一层纤维布这种结构构成的。方式二:所述板状构件第一部分的第一铺设层、第二铺设层由短纤维布和浆料组成,铺设所述第一铺设层的步骤包括:将所述短纤维布与所述浆料混合,形成喷射砂;铺设所述的喷射砂,使所述喷射砂完全贴合所述第一模具的底面及内壁,所述喷射砂的厚度根据板状构件所需的强度要求决定;也就是说在这种方式下,板状构件的第一部分的第一铺设层是由短纤维布和浆料所形成的喷射砂形成的,当然,为了达到建筑强度的要求,喷射砂的厚度较厚。例如,可以达到前述方式一中的3-7层所形成的厚度。铺设所述第二铺设层的步骤包括:将所述短纤维布与所述浆料混合,形成喷射砂;所述喷射砂作为所述第一部分的第二铺设层的第一子层,其完全覆盖所述弹性材料和第一铺设层;所铺设的厚度根据板状构件所需的强度要求决定。也就是说在这种方式下,板状构件的第一部分的第二铺设层是由短纤维布和浆料所形成的喷射砂形成,当然,为了达到建筑强度的要求,所铺设的第二铺设层的厚度较厚。例如,第二铺设层的厚度可以达到前述方式一中的3-7层所形成的厚度。步骤104,在所述第二模具内铺设所述板状构件的第二部分,所述板状构件的第二部分为一长方体板块。所述第一部分的长方槽体的长和宽与所述第二部分的长方体板块的长和宽相当。铺设板状构件第二部分的步骤包括以下可能的实现方式:方式一:所述第二部分由整块纤维布和浆料构成,在第二模具内铺设所述板状构件的第二部分的方法包括:先铺设一层浆料,所述浆料作为所述第二部分的第一子层,其完全覆盖所述第二模具的底面;再铺设一层纤维布,所述纤维布作为所述第二部分的第二子层,其完全覆盖所述第一子层的浆料;再铺设一层浆料,所述浆料作为所述第二部分的第三子层,其完全覆盖所述第二子层的纤维布;再次铺设一层纤维布,所述纤维布作为所述第一部分的第四子层,其完全覆盖所述第三子层的浆料;以此类推,铺设若干子层的浆料和纤维布,并且最后一层铺设浆料,便于后续合模时,使所述板状构件的第一部分和第二部分能够很好的粘合在一起。其中,铺设的层数以达到板状构件所需的强度要求为准。可以铺设为5-11层浆料和纤维布,在一个较佳实施列中,铺设第二部分的厚度与所述第二模具凹槽的深度相当。也就是说,在这种方式下,板状构件的第二部分是由一层浆料一层纤维布,一层浆料一层纤维布这种结构构成的。方式二:铺设所述第二部分的步骤包括:将所述短纤维布与所述浆料混合,形成喷射砂;铺设所述的喷射砂,所述喷射砂作为所述第二部分的第一子层完全贴合所述第二模具的底面及内壁;所铺设的厚度根据板状构件所需的强度要求决定;其中,所述短纤维布为打碎的纤维布。也就是说在这种方式下,板状构件的第二部分是短纤维布和浆料所形成的喷射砂,当然,为了达到建筑强度的要求,所铺设的第二部分的厚度较厚。例如,第二部分的厚度可以达到前述方式一中的5-11层所形成的厚度;在一个较佳实施列中,铺设第二部分的厚度与所述第二模具凹槽的深度相当。上述步骤103和步骤104中的纤维布可以为碳纤维、玻璃纤维或尼龙纤维等等;所述浆料可以为无机复合材料(FLC)、石膏、混凝土或水泥等等,所述的FLC具有寿命长、抗腐蚀、抗氧化等特性。在一个较佳实施例中,上述纤维布为玻璃纤维,上述浆料为FLC。在一种可能的实施例中,上述各层纤维布是一样的。在一种较佳的实施例中,第一部分的第一铺设层和第二部分内的第二子层纤维布为细纤维布;非第一部分的第一铺设层和第二部分的第二子层纤维布为粗纤维布;其中,细纤维布为1平方厘米内有5根经线的交织布,粗纤维布为5目交织布。由于细纤维布较柔软,因而其可以很好的贴合第一部分的第一铺设层和第二部分的第一子层的浆料,从而使得最终的造型更精细、美观;而粗纤维布较厚,强度大,可以增加板状构件整体的强度,从而保证板状构件达到或超过所需的强度。而且,粗、细布搭配使用还可以降低整体的成本。所述喷射砂为短纤维布和浆料的混合体,所述短纤维为打碎的纤维布,可以为碳纤维、玻璃纤维或尼龙纤维等等。步骤105,将铺设有所述板状构件的第一部分的第一模具与铺设有所述板状构件的第二部分的第二模具进行合模并挤压,使所述板状构件的第一部分和第二部分完全粘合在一起;例如,一种可能的方式是,第一模具和第二模具外边缘具有螺丝扣,可通过螺栓螺母拧紧第一模具和第二模具,从而挤压两个模具,使两个模具紧密连在一起,从而使所述板状构件的第一部分和第二部分完全粘合在一起。上述合模过程可以将铺设有所述板状构件的第二部分的第二模具翻转覆盖到铺设有所述板状构件的第一部分的第一模具上,或者,可以将铺设有所述板状构件的第一部分的第一模具翻转覆盖到铺设有所述板状构件的第二部分的第二模具上;在一个较佳实施例中为将铺设有所述板状构件的第二部分的第二模具翻转覆盖到铺设有所述板状构件的第一部分的第一模具上,合模后并挤压,使所述板状构件的第一部分和第二部分紧紧粘合在一起;这样第一部分和第二部分紧紧贴合在一起构成一个整体。需要说明的是,无论是将板状构件的哪部分翻转铺设到另一部分之上,处于下面那部分的上表面都涂有制作该部分时所用的浆料,通过该浆料,可以使第一、二部分完全粘合在一起,而不需要使用其他的各种胶。上述过程中,包裹有弹性材料的第一部分的侧壁被挤压,使所述板状构件的第一部分的侧壁的高度降低至与所述第一模具的外边缘相当,所述板状构件第一部分的第二铺设层的最后一层浆料与所述板状构件第二部分的最后一层浆料粘合在一起,最终使所述板状构件的第一部分和第二部分完全的粘合在一起,构成中空的板状构件。步骤106,脱模成型,在常温情况下放置第一预定时间,从所述模具组内取出已成型的板状构件。在一个较佳实施例中所述第二预定时间一般为5、6个小时,8个小时以上会更好。这样,完整的板状构件即建造完毕。使用上述工艺生产板状构件时,生产工艺简便,绿色环保无污染,且能够在生产板状构件的同时一次性的制造出各种所需的图案。需要说明的是,所述板状构件有较高强度要求时,在铺设所述板状构件第一部分的过程中,所述方法还包括:在所述第一铺设层上铺设条状加强筋;所述条状加强筋的两端分别与第一铺设层上的弹性材料接触;所述加强筋可以为弹性材料、钢材或合金等;铺设所述板状构件的第一部分的第二铺设层的步骤包括:在弹性材料、加强筋以及第一铺设层上铺设第二铺设层,最终使所述弹性材料和加强筋被所述第二铺设层和所述第一铺设层完全包裹。铺设第二铺设层的加强筋构成中间隔壁,该中间隔壁能够增加板状构件的强度,使所述板状构件更加坚固、不易变形;上述中间隔壁的高度与第一模具的外边缘相当;上述在第一铺设层上铺设加强筋的方式可以有多种,例如可以为在经向方向上平行的铺设若干条加强筋,并且所述加强筋的两端与第一铺设层上的弹性材料接触;再例如可以为在纬向方向上平行的铺设若干条加强筋,并且所述加强筋的两端与第一铺设层上的弹性材料接触;再例如,可以在第一铺设层上呈网格状铺设所述加强筋,还可以与经纬方向呈一定夹角的铺设所述加强筋,本发明并不对在第一铺设层上铺设的加强筋的形状做限定,一切能够增加本发明实施列板状构件强度的铺设方式都可以应用于本发明实施例中。需要说明的是,所述的板状构件可以为门体或建筑墙体,当所述板状构件为门体时,在铺设所述板状构件第一部分的过程中,所述方法还包括:铺设用于围挡出门锁、门把手及门合页位置的预设位置隔壁;在所述第一铺设层上铺设用于划分出门锁、门把手及门合页位置的围挡材料;铺设所述板状构件的第一部分的第二铺设层的步骤包括:在弹性材料、围挡材料以及第一铺设层上铺设第二铺设层,最终使所述弹性材料和围挡材料被所述第二铺设层和所述第一铺设层完全包裹;铺设有第二铺设层的围挡材料为第一部分的预设位置隔壁;预设位置隔壁将所述预设位置包围起来构成一个预设位置空间,该预设位置空间用于后续填充填充材料;所述预设位置隔壁的高度与第一模具的外边缘相当;所述的围挡材料可以为:弹性材料、海绵等。在第一模具内铺设完所述门体的第一部分之后,所述方法还包括:在所述第一部分的预设位置隔壁围挡出的门锁、门把手及门合页位置空间内,填充填充材料。所述填充材料填充并填满由第一部分所包围的预设位置空间,所述填充材料的高度与所述第一模具的外边缘相当。也就是所述的填充材料填充在第一部分预设位置隔壁所包围的空间内,经合模挤压后所述的填充材料被第一部分和第二部分紧紧包裹在预设门锁、门把手及门合页位置的空间内;在以后的门锁、门把手及门合页的安装时可以将所述的预设位置凿开,并安装门锁、门把手及门合页,所述的填充材料能够增加门锁、门把手及门合页的握钉力,可以为质轻且有一定强度的材料,例如握钉力较好的木制板材等,本申请中并不对填充材料的材质做限定。再有,本发明实施例提供的板状构件同样可以用作天花板或地板砖;还可以用于制作座椅等,本申请并不对所述建筑板材的用途做限定。经权威部板状构件检测,当生产上述板状构件的工艺过程中所使用的浆料为无机复合材料(FLC),纤维布为玻璃纤维,采用上述第一种方式铺设板状构件时,对于规格为1220*2440*15mm板状构件,其检测结果是,应用本申请实施例所提供的方法所生产的板状构件,其压缩强度为90MPa,远远大于国家规定的≥50MPa,其弯曲强度在干燥情况下为25.5MPa,水饱和情况下为38.1MPa,均远远大于国家规定的≥7Mpa。而且,经权威部板状构件检测,上述板状构件的甲醛释放量为0.1mg/L,远远小于国家规定的≤1.5mg/L。上述板状构件的外照射指数、内照射指数均远远好于国家规定的标准值。可见,应用本发明实施例提供的生产板状构件的工艺方法,在两个配套模具内分别铺设板状构件的两部分,之后将板状构件的两部分紧紧粘合在一起,不仅工艺简便,生产时间短,不需要使用木材及各种胶,因而绿色环保,且所述第一模具和第二模具凹槽的底面图案是板状构件表面的图案造型;能够在生产板状构件的同时一次性的制造出各种所需的图案。而且,所生产的板状构件的整体强度远远大于国家标准的强度,且无毒,生产成本相对低。再有,由于在本申请的生产工艺中,是由第一部分和第二部分紧紧贴合在一起,同时在第一部分内还设置有中间隔壁,具有加强筋的效果,因而,本申请的板状构件还具有很好的隔热、隔声、防火、防水、无味、不冻、不腐、不裂、不变、不燃、使用寿命长等特点,由于其隔热、保温效果好,因而该板状构件还具有很好的节能效果。由于它具有不易变形、不怕水的特点,当板状构件为门体时,所述的门体非常适合卫生间和厨房的使用。由于应用本申请实施例所提供方法生产出的板状构件的重量远小于传统板状构件的重量,因而应用本申请实施例的生产工艺所生产出的板状构件还具有高强质轻的特点。可见,本发明实施例所用工艺方法具有以上诸多优点,是建筑建材领域的一场革命。需要说明的是,当板状构件表面有颜色需要时,基于图1所示的实施例还可以包括:在涂有脱模剂的第一模具和第二模具的底面上铺设档线,将所述模具的底面按照颜色的需求分割成若干区域;当所述第一部分的第一铺设层和第二部分由整块纤维布和浆料形成时,铺设所述第一部分的第一铺设层和第二部分的步骤还包括:将浆料调制为所需要的颜色;在指定区域内铺设指定颜色的浆料,所述不同颜色的浆料作为所述第一部分的第一铺设层和第二部分的第一子层,其完全覆盖所述模具的底面及内壁;再在带有颜料的第一子层上铺设纤维布作为第二子层,由于第一部分的第一铺设层和第二部分内部的颜色不影响板状构件表面的颜色,因此,可以将不带有调制颜色的浆料作为所述第一部分的第一铺设层和第二部分的第三子层铺设在纤维布上,以此类推铺设若干层,同时最后一层铺设不带有调制颜色的浆料。当所述第一部分的第一铺设层和第二部分由短纤维布和浆料形成时,铺设第一部分和第二部分的步骤还包括:将短纤维布和浆料混合形成喷射砂,并将喷射砂调制为所需要的颜色;在指定区域内铺设指定颜色的喷射砂,所述不同颜色的喷射砂作为所述第一部分的第一铺设层和第二部分的第一子层,其完全覆盖所述模具的底面及内壁,所述第一部分的第一铺设层和第二部分的第一子层的厚度与所述档线的高度相当,那么类似的,由于第一部分的第一铺设层和第二部分内部的颜色不影响板状构件表面的颜色,因此在带有颜料的第一子层上铺设常规的喷射砂即不带有调制颜色的喷射砂,使喷射砂的厚度达到板状构件所需要的强度要求。上述档线的高度较小,一般1-2mm左右,该档线相当于第一部分的第一铺设层和第二部分的加强筋,因而其不但不会降低板状构件本身的强度还会增强板状构件的强度。参见图2为本发明实施例一种板状构件结构示意图,本发明实施例应用于建筑行业,所述板状构件包括:板状构件的第一部分210和板状构件的第二部分220;参见图3为本发明实施例图2所示板状构件结构分解图;参见图4为本发明实施例图2所示板状构件的A-A剖面示意图;参见图5为本发明实施例图2所示板状构件的B-B剖面示意图;参见图6为本发明实施例图3所示板状构件的第一部分俯视图。其中,所述第一部分210为一具有四周侧壁214和底板215的长方槽体;第二部分220为一长方体板块,第二部分220的厚度为所述第二部分的上表面221到下表面222的距离,所述的厚度与所述第一部分的侧壁214或底板215的厚度相当;所述第一部分的长方槽体的长和宽对应与所述第二部分的长方体板块的长和宽大小相当;所述第一部分的底板215外表面到所述第二部分的上表面221的垂直距离为所述板状构件的厚度H。其中所述第一部分210包括第一铺设层211、弹性材料212和第二铺设层213,所述第二铺设层213和所述第一铺设层211将弹性材料212包裹在所述第一部分的四周侧壁214内;所述弹性材料可以为:橡胶、海绵或聚苯等。参见图7为本发明实施例板状构件强度要求较高时第一部分俯视图;当板状构件有较高强度要求,所述第一部分还具有中间隔壁701,所述第一部分的第一铺设层和第二铺设层将弹性材料、加强筋包裹在所述第一部分的侧壁702内,中间隔壁701能够增加板状构件的强度,使所述板状构件更加坚固、不易变形。所述中间隔壁可以为经向方向若干个平行的铺设,也可以为纬向方向若干个平行的铺设,还可为网格状形状,还可以为与经纬方向呈一定夹角的方向上若干个平行的铺设,本发明并不对第一部分的中间位置隔壁的铺设形式做限定一切能够增加本发明实施例板状构件强度的铺设方式的都可以应用于本发明实施例中。如图8为本发明实施例板状构件为门体时的第一部分俯视图,所述的板状构件可以为门体或建筑墙体,当所述的板状构件为门体时,所述门体还包括:填充材料(图未示);所述门体的第一部分为一具有四周侧壁801、预设位置隔壁802和底板长方槽体;所述门体的第一部分的第二铺设层和第一铺设层将弹性材料包裹在所述第一部分的侧壁801内,将第二铺设层包裹后的围挡材料成为预设位置隔壁802。所述的填充材料填充在第一部分预设位置隔壁802所包围的空间内;最终所述填充材料被所述门体的第一部分和第二部分包裹在所述门体预设门锁门把手的位置804和预设门合页的位置805的封闭空间内;并且所述填充材料填满整个封闭空间;在以后的门锁、门把手及门合页的安装时可以将所述的预设位置凿开,并安装门锁、门把手及门合页,所述的填充材料能够增加门锁、门把手及门合页的握钉力,可以为质轻且有一定强度的材料,例如握钉力较好的木制板材等,本申请中并不对填充材料的材质做限定。如图9参见为本发明实施例板状构件为门体强度要求较高时的第一部分俯视图;其中,第一部分的第一铺设层和第二铺设层将弹性材料包裹在所述第一部分的侧壁902内。该实施例中还具有中间隔壁901和预设位置隔壁903。中间隔壁901和预设位置隔壁903的设置方式与前述相同。所述中间隔壁可以为经向方向若干个平行的铺设,也可以为纬向方向若干个平行的铺设,还可为网格状形状,还可以为与经纬方向呈一定夹角的方向上若干个平行的铺设,本发明并不对第一部分的中间位置隔壁的铺设形式做限定一切能够增加本发明实施例板状构件强度的铺设方式的都可以应用于本发明实施例中。一种情况下,所述板状构件的第一部分的第一铺设层、第二铺设层和第二部分包括浆料和整块纤维布,且所述浆料和整块纤维布依次分层铺设,并且最后一层铺设浆料。另一种情况下,所述板状构件的第一部分的第一铺设层、第二铺设层和第二部分包括:短纤维布和浆料,其中,所述短纤维布和浆料混合形成的喷射砂作为所述板状构件的第一部分的第一铺设层、第二铺设层的第一子层和第二部分的第一子层;所述浆料作为所述第二铺设层和第二部分的第二子层。需要说明的是对于上述所述的实施例当板状构件表面有不同颜色要求时,所述板状构件的第一部分的第一铺设层和第二部分还包括:档线,所述档线设置在所述第一部分的第一铺设层和第二部分的第一子层内,将所述第一子层按照颜色的需求分割成若干区域;如果所述第一部分的第一铺设层和第二部分是由整块纤维布和浆料形成的,那么第一部分的第一铺设层和第二部分的第一子层在不同区域的颜色相同或不同。第三子层及以后的浆料是常规颜色的浆料。如果所述第一部分的第一铺设层和第二部分是由短纤维布和浆料形成的,那么第一部分的第一铺设层和第二部分的第一子层在不同区域的颜色相同或不同,所述第一子层的厚度与所述档线的高度相同,第一子层之上的喷射砂为常规颜色的喷射砂。上述档线的高度较小,一般1-2mm左右,该档线相当于第一部分和第二部分的加强筋,因而其不但不会降低板状构件本身的强度还会增强板状构件的强度。上述喷射砂为短纤维布、浆料和颜色涂料的混合体,所述短纤维布为打碎的纤维布。所述纤维布布料可以为碳纤维、玻璃纤维、尼龙纤维等等;纤维布可以为粗纤维布或细纤维布,所述细纤维布规格为5*5即1cm内有5根经线,所述粗纤维布为5目交织布。所述的浆料可以为FLC、石膏、混凝土或水泥等等。参见图3-图9,本申请还提供了一种板状构件,该板状构件包括:板状构件的第一部分;所述第一部分为一具有四周侧壁和底板的长方槽体;以及板状构件的第二部分;所述第二部分为一长方体板块;所述第一部分的长方槽体的长和宽与所述第二部分的长方体板块的长和宽相当;其中,所述板状构件的第一部分和第二部分完全粘合在一起,构成中空的板状构件。上述板状构件的第一部分包括:第一铺设层、弹性材料和第二铺设层;所述第二铺设层和所述第一铺设层将弹性材料包裹在所述第一部分的侧壁内;所述弹性材料为:橡胶、海绵或聚苯。上述板状构件的第一部分还包括:条状加强筋,所述条状加强筋的两端分别与第一铺设层上的弹性材料接触;所述弹性材料和加强筋被所述第二铺设层和所述第一铺设层完全包裹。上述的板状构件为门体或建筑墙体,当所述的板状构件为门体时,所述门体还包括:围挡材料和填充材料;所述围挡材料铺设在第一铺设层的预定位置以划分出门锁、门把手及门合页位置;所述填充材料填充在所述围挡材料所围挡出的空间内。由上述的技术方案可见,使用本申请提供的板状构件,可以作为建筑用门体或建筑墙体,当板状构件用作门体时,解决了传统门体的工艺复杂、不够环保的问题,且能够一次成型的制造出各种所需图案造型。当板状构件用作建筑墙体时,解决了传统建筑墙体的工艺复杂、时间长的问题,且能够一次成型的制造出各种所需图案造型。再有,本发明实施例提供的板状构件同样可以用作天花板或地板砖;还可以用于制作座椅等,本申请并不对所述建筑板材的用途做限定。经权威部板状构件检测,当上述板状构件的工艺工程中所使用的浆料为无机复合材料(FLC),纤维布为玻璃纤维,采用上述第一种方式铺设板状构件时,对于规格为1220*2440*15mm板状构件,其检测结果是,应用本申请实施例所提供的方法所生产的板状构件,其压缩强度为90MPa,远远大于国家规定的≥50MPa,其弯曲强度在干燥情况下为25.5MPa,水饱和情况下为38.1MPa,均远远大于国家规定的≥7Mpa。而且,经权威部板状构件检测,上述板状构件的甲醛释放量为0.1mg/L,远远小于国家规定的≤1.5mg/L。上述板状构件的外照射指数、内照射指数均远远好于国家规定的标准值。可见,应用本发明实施例提供的生产板状构件,其整体强度远远大于国家标准的强度,且无毒、环保,因而,生产成本相对低。再有,本申请实施例所提供的板状构件还具有很好的隔热、隔声、防火、防水、无味、不冻、不腐、不裂、不变、不燃、使用寿命长等特点,由于其隔热、保温效果好,因而该板状构件还具有很好的节能效果。由于它具有不易变形、不怕水的特点,当板状构件为门体时,所述的门体非常适合干燥或潮湿环境使用。由于应用本申请实施例所提供的板状构件的重量远小于传统板状构件的重量,因而应用本申请实施例的板状构件还具有高强质轻的特点。可见,本发明实施例所提供的板状构件具有以上诸多优点,是建筑建材领域的一场革命。需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。对于板状构件实施例而言,由于其基本相似于方法实施例,所以描述的比较简单,相关之处参见方法实施例的部分说明即可。以上所述仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。

企业营业执照
专利注册证原件
身份证
个体户营业执照
身份证
专利注册证原件
专利代理委托书
转让申请书
转让协议
手续合格通知书
专利证书
专利利登记簿副本




提交

公众号
全国技术转移公共服务平台